|
4 МЕТОДЫ ИСПЫТАНИЙ
4.1 Испытания деталей проводят не ранее, чем через 24 ч после изготовления.
4.2 Внешний вид деталей определяют визуально без применения увеличительных приборов сравнением с
контрольным образцом контролируемой детали.
4.3 Определение размеров
4.3.1 Применяемый измерительный инструмент:
- линейка металлическая по ГОСТ 427-75;
- штангенциркуль по ГОСТ 166-89;
- стенкомер по ГОСТ 6507-90 типов МТ и МК;
- рулетка по ГОСТ 7502-98.
Допускается применение других средств измерений, обеспечивающих требуемую точность измерений.
4.3.2 Размеры определяют при температуре (23 5)°С. Перед испытанием образцы выдерживают при
указанной температуре не менее 2 ч.
4.3.3 Величину наружного присоединительного диаметра вычисляют как среднее арифметическое из
измерений максимального и минимального диаметров в одном сечении на расстоянии до 10 мм от торца. Измерения производят
штангенциркулем или микрометром с погрешностью не более 0,1 мм или другим измерительным инструментом с требуемой
погрешностью измерения.
Для деталей диаметром более 160 мм значения наружного присоединительного диаметра D в миллиметрах вычисляют по формуле

где: П – периметр, измеренный рулеткой с ценой деления 1 мм,
Т – толщина ленты рулетки, мм, измеренная микрометром с погрешностью не более 0,01.
При расчете величины D округление проводят до 0,1 мм.
Допускается для деталей диаметром 160 мм и менее определять наружный присоединительный диаметр путем замера периметра
специальными рулетками, аттестованными в установленном порядке, с ценой нониуса не более 0,1 мм.
4.3.4 Толщину стенки детали в зоне присоединения замеряют микрометром типа МТ, стенкомером
индикаторным в четырех равномерно распределенных по окружности точках на расстоянии от 3 до 5 мм от торца.
Каждый замер проводят с погрешностью не более 0,01 мм. Полученные значения округляют до 0,1 мм.
Допускается измерение толщины стенки проводить другим измерительным инструментом с требуемой погрешностью измерения.
Для деталей с толщиной стенки более 10 мм замер толщины стенки допускается производить с погрешностью не
более ±0,1 мм.
Каждый из замеров не должен выходить за пределы допускаемых отклонений.
4.3.5 Замеры по п.п. 4.3.3 и 4.3.4 проводят на каждом присоединительном конце контролируемого
образца детали.
4.3.6 Овальность определяют как разность максимального и минимального значений диаметра,
измеренными в одном сечении в соответствии с п.п. 4.3.3 и 4.3.4.
Значения овальности округляют до 0,1 мм.
4.3.7 Выступы от удаленных литников измеряются штангенциркулем и на присоединительных поверхностях
должны быть не более 0,5 мм, а на других поверхностях не более 3,0 мм.
4.4 Определение стойкости при постоянном внутреннем давлении производят в соответствии с
ГОСТ 24157-80 на узлах соединений, собранных как показано в приложении В.
Перед проведением испытаний детали сваривают с отрезками труб соответствующего типоразмера по ГОСТ 18599-2001.
Длину патрубков вычисляют по формуле
L L1 + L2
где L1 – длина, принимаемая равной наружному присоединительному диаметру для деталей диаметром до 225 мм
включительно и 250 мм для диаметров более 225 мм.
L2 – длина отрезка трубы, находящаяся в зажиме.
С целью одновременного испытания нескольких образцов, допускается сборка «гирляндой» (приложение Г).
Условия испытаний указаны в таблицах 4, 5, 6.
Если при проведении испытаний образец разрушился до истечения контрольного времени, то результат всего испытания
считается отрицательным. В случае, если разрушение произошло по патрубку или сварному шву, образец подлежит замене
другим, с проведением повторных испытаний. Если разрушение по сварному шву произошло в месте холодного стыка и при
повторных испытаниях разрушение произошло также в этом месте, то результат испытания считается отрицательным.
4.5 Испытания деталей, изготовленных литьем под давлением, на прогрев проводят в сушильном шкафу
при температуре (110 ± 2)°С в соответствии с ГОСТ 27077-86.
После проведения испытания образцы извлекают из сушильного шкафа, кондиционируют при температуре (23 ± 2)°С
не менее 2 ч и осматривают на соответствие п. При необходимости образцы разрезают. Глубину повреждения определяют в
процентах как разность исходной толщины стенки в месте наибольшего повреждения и толщины стенки, оставшейся
неповрежденной, отнесенную к исходной толщине. Исходная толщина принимается равной толщине стенки по рабочему чертежу.
Для измерения оставшейся неповрежденной толщины стенки применяют измерительные лупы ЛИЗ – 10Х по ТУ 3.3.124-81
или другие приборы.
5 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1 Детали не относятся к категории опасных грузов по ГОСТ 19433-88. Транспортирование деталей в
упакованном виде производят любым видом транспорта в соответствии с правилами перевозки грузов, действующими на
данном виде транспорта.
5.2 Детали должны храниться в соответствии с требованиями ГОСТ 15150-69, раздел 10, в условиях 5
(ОЖ4). Детали должны быть защищены от воздействия прямых солнечных лучей. Условия хранения должны исключать
возможность механического повреждения или деформирования изделий и загрязнения их поверхности.
Допускается хранение на стеллажах без упаковки в связках, поштучно в горизонтальном или вертикальном положении высотой
в один ряд, а также в отапливаемых помещениях на расстоянии не менее 1 м от нагревательных приборов.
6 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1 Изготовитель гарантирует соответствие деталей требованиям настоящих технических условий при
соблюдении правил транспортирования и хранения.
6.2 Гарантийный срок хранения – 2 года со дня изготовления.
ПРИЛОЖЕНИЕ А
(обязательное)
МАРКИ ПОЛИЭТИЛЕНА,
ПРИМЕНЯЕМОГО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Таблица А.1
| Наименование полиэтилена по настоящим техническим условиям |
Обозначение марок полиэтилена по действующим нормативным документам на полиэтилен |
Обозначение НД |
| ПЭ 63 |
273-79 |
ГОСТ 16338-85 |
| ПЭ 80 |
ПЭ80Б-275 |
ТУ 2243-046-00203521-98 |
ПЭ 100
При освоении производства или закупке по импорту |
|
|
| Полиэтилен дробленый |
Ж 6 |
ТУ 2298-115-00203335-99 |
ПРИЛОЖЕНИЕ Б
(обязательное)
Б.1 Контрольный образец представляет собой одну или несколько деталей, одного наружного
присоединительного диаметра, с нанесенной маркировкой, и изготовленных в соответствии с требованиями настоящих
технических условий.
Б.2 Контрольные образцы оформляют на один типовой представитель от каждой группы и вида деталей по
диаметрам: 32-63 мм, 63-160 мм, 180-225 мм, 280-500 мм, 500 мм и более, и распространяются на все SDR.
Б. 3 К контрольному образцу прикрепляют опломбированный ярлык, в котором указывают:
- условное обозначение детали;
- наименование предприятия – изготовителя;
- гриф утверждения контрольного образца руководителем предприятия – изготовителя, заверенный круглой печатью
с указанием даты утверждения;
- гриф согласования с любой испытательной лабораторией (центром), аккредитованной в области испытания труб и
соединительных деталей из пластмасс.
Б 4. Контрольный образец утверждают на срок действия настоящих технических условий. При внесении
изменений в п. 1.4.1 настоящих технических условий образцы подлежат переутверждению.
Б. 5 Контрольные образцы хранят на предприятии-изготовителе.
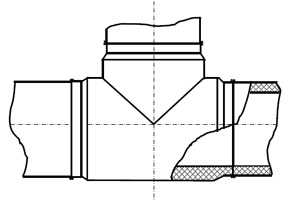
ПРИЛОЖЕНИЕ В
Примеры сварки соединительных деталей с трубами для испытания внутренним гидростатическим
давлением

ПРИЛОЖЕНИЕ Г
Пример сварки образцов в виде гирлянды

ПРИЛОЖЕНИЕ Д
(обязательное)
Ссылочные нормативные документы
| Обозначение документа, на который дана ссылка |
Номер документа, подпункта, в котором дана ссылка |
| ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны. |
2.1, 2.2 |
| ГОСТ 12.1.044-89 Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения. |
2.1 |
| ГОСТ 12.3.030-83 Переработка пластических масс. Требования безопасности. |
2.2 |
| ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными
предприятиями. |
2.3 |
| ГОСТ166-89 Штангенциркули. Технические условия. |
4.3.1 |
| ГОСТ 427-75 Линейки металлические. |
4.3.1 |
| ГОСТ 6507-90 Микрометры. Технические условия. |
4.3.1 |
| ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия. |
4.3.1 |
| ГОСТ 14192-96 Маркировка грузов. |
1.5.2 |
| ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для разных климатических районов. Категории,
условия эксплуатации, хранения и транспортирования в час- ти воздействия климатических факторов внешней среды. |
5.2 |
| ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка,
транспортирование и хранение. |
1.6.3 |
| ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия. |
приложение А |
| ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия. |
1.3.4, 1.3.5, 1.3.6, 1.3.7, 4.4 |
| ГОСТ 19433-88 Грузы опасные. Классификация и маркировка. |
5.1 |
| ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспорт- ных пакетах. Общие требования. |
1.6.2 |
| ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении. |
1.4.2, 4.4 |
| ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры. |
1.6.2 |
| ГОСТ 27077-86 Детали соединительные из термопластов. Определение изменения внешнего вида после прогрева. |
4.5 |
| ГОСТ Р 50460-92 Знаки соответствия при обязательной сертификации. Форма, размеры и технические требования. |
1.5.2, 3.1 |
| ТУ 3.3.125-81 Лупы измерительные |
4.5 |
| ТУ 2243-046-00203521-98 Композиция полиэтилена средней плотности для труб и соединительных деталей
газораспределительных сетей марок ПЭ80Б-275 иПЭ80Б-286. |
приложение А |
| ТУ 2298-115-00203335-99 Отходы производств полиэтилена низкого давления и переработки пластмасс. |
приложение А |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
| Изменение |
Номера листов (страниц) |
Всего листов (стра-ниц) в документе |
№ документа |
Входящий № сопроводи-
тельного документа и дата |
Подпись |
Дата |
| |
Измененных |
Замененных |
новых |
Аннулиро-
ванных |
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| 



